



为了让您更全面地了解我们的0.4mM铸铁闸门,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:0.4mM铸铁闸门的图文介绍


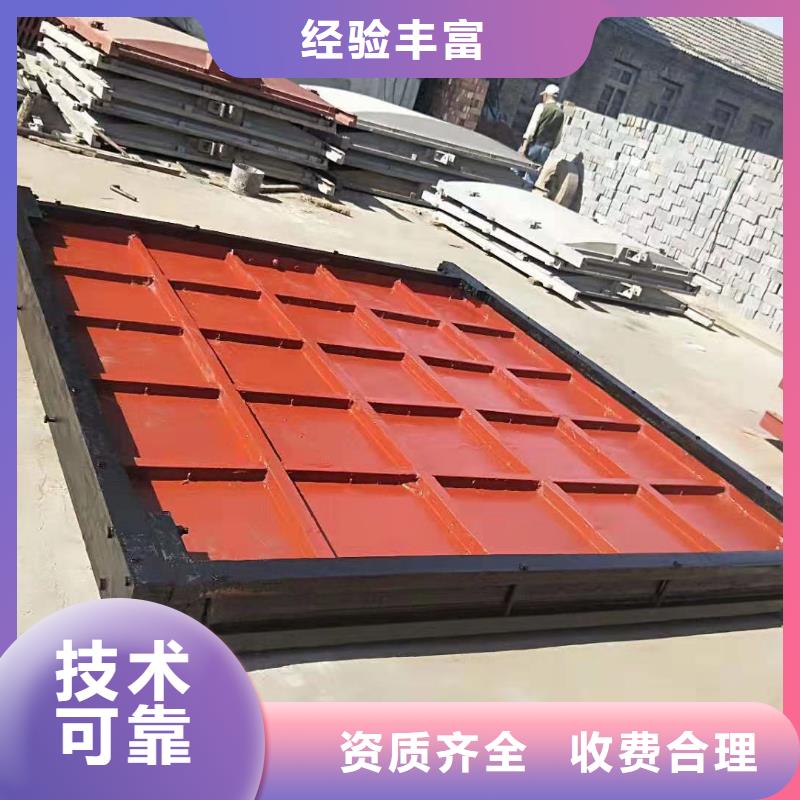
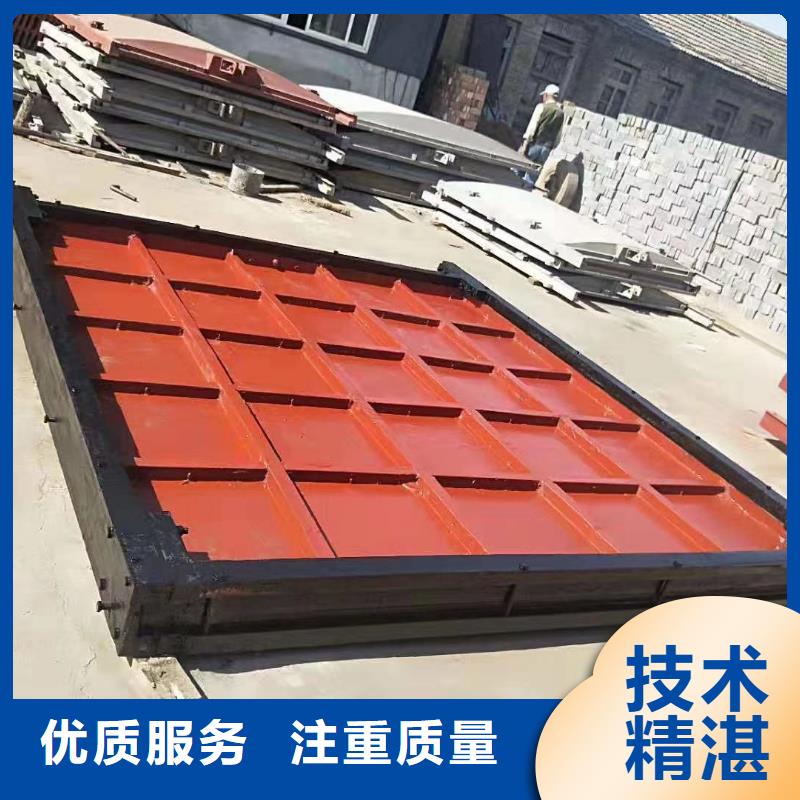
铸造闸门安装时应采用整体就位的方式,以防止闸框变形。 铸造闸门安装前,首先要检查各连接部位的螺栓是否因为运输和装卸而松动,如果有松动,就应将其紧固。 确认主立架和横架连接处止水面是否有错位,如果有错位,则松动连接螺栓,使止水面调整到同一平面。 浇筑闸门应整体就位安装,严禁闸框、闸板分体安装,防止闸框变形。 安装前应先检查立、横框之间、闸板与闸板之间的连接螺钉是否松松脱,是否有错接,是否将其调至平面内,检查闸板与闸板之间的间隙,确保闸板与闸板之间的间隙不大于0.08mm,如果间隙过大,可调整关闭装置。向上紧固各螺栓。



我们的使命是成为具创新的 平板铸铁闸门企业,并在所服务的 平板铸铁闸门市场中成为备受推崇的供应商。海西瑞鑫启闭机铸铁闸门清污机钢闸门拍门水工机械厂会自始至终保持 平板铸铁闸门产品的高品质,并且不短推陈出新,为新老客户创造更高的价值。


钢闸门在设计中如何以免问题的发生? 在中、小型水利机械及水电站钢闸门中经常出现以下3中问题: 1、外面止水密封不严,造成闸门严重漏水。 2、钢闸门体锈蚀严重,引起不能正常在工作中使用。 3、钢闸门启闭过程不灵活。出现这些问题全是鉴于在钢闸门设计过程中没有留神细节,到时问题的发生。 我们在设计钢闸门时不但要求安全切实,而且要在运转中方便管理,更首要的是要求布局和结构上更经济相宜.



一、清洗表面污垢、灰尘,各润滑点加足润滑剂脂; 二、安装过程中应保证机器与闸门同心度,误差不超过5mm; 三、机器装上,先行空载运行两个全程检查有无反常; 四、试车时先提升100mm,检查各部件有无变形,闸门在门槽中的滑动情况,确认无误后方能继续提升,每提升0.5m再检查一次。当PK1发讯时,表明油泵压力过低,声光报警,停泵检修。螺杆式启闭机调试方式及注意事项: 1、当启闭机在无载荷的情况下,保证三相电流不平衡不超过正负10%,并测出电流值。 2、对于上下限位的调整:当闸门处于全闭的状态时,将上限压紧上行程开关并固定在螺杆启闭机的螺杆上。当闸门处于全开时,将下限位盘压紧下行程开关并固定在螺杆上。 3、对于启闭机的主令操控装置调整,务必保证闸门升降到上、下限位时的误差不超过1cm。



止水的设计分为 P 型侧止水和平板止水两个主要部分。一是P 型侧止水。在门板迎水面靠闸墩一侧安装 P 型止水橡皮,用平头螺栓连接再焊于板面的角钢上,且在设计中考虑 5mm的压缩量,使 P 型橡皮的橡皮球压缩紧贴于预埋在焊接的钢质平面上,超过门槽的上游沿口 5cm。同时,底止水与侧止水交角处将橡皮割切成一定断面进行弯转搭接,经压板螺栓连接,这样,就在门板上游由底止水和两侧止水形成连续性密封止水带,使闸门滴水不漏。二是平板止水。对于侧止水和底止水均是平板止水橡皮时,要求定位准确,使其既不因螺栓压板位置离门槽上游沿口太近而导致安装的橡皮弯曲偏离墩面,又不因螺栓压板位置离门槽上游沿口太远而使安装的橡皮附贴面过窄而落入门槽失去止水意义。对于底角侧止水和底止水的搭接交叉处出现的空隙,塞填削割成型的橡皮契块,并拧紧压板螺母使侧、底止水仍形成连续密封的止水带,同样可达到滴水不漏的效果。另外,注意门底槛必须是钢质预埋件。
